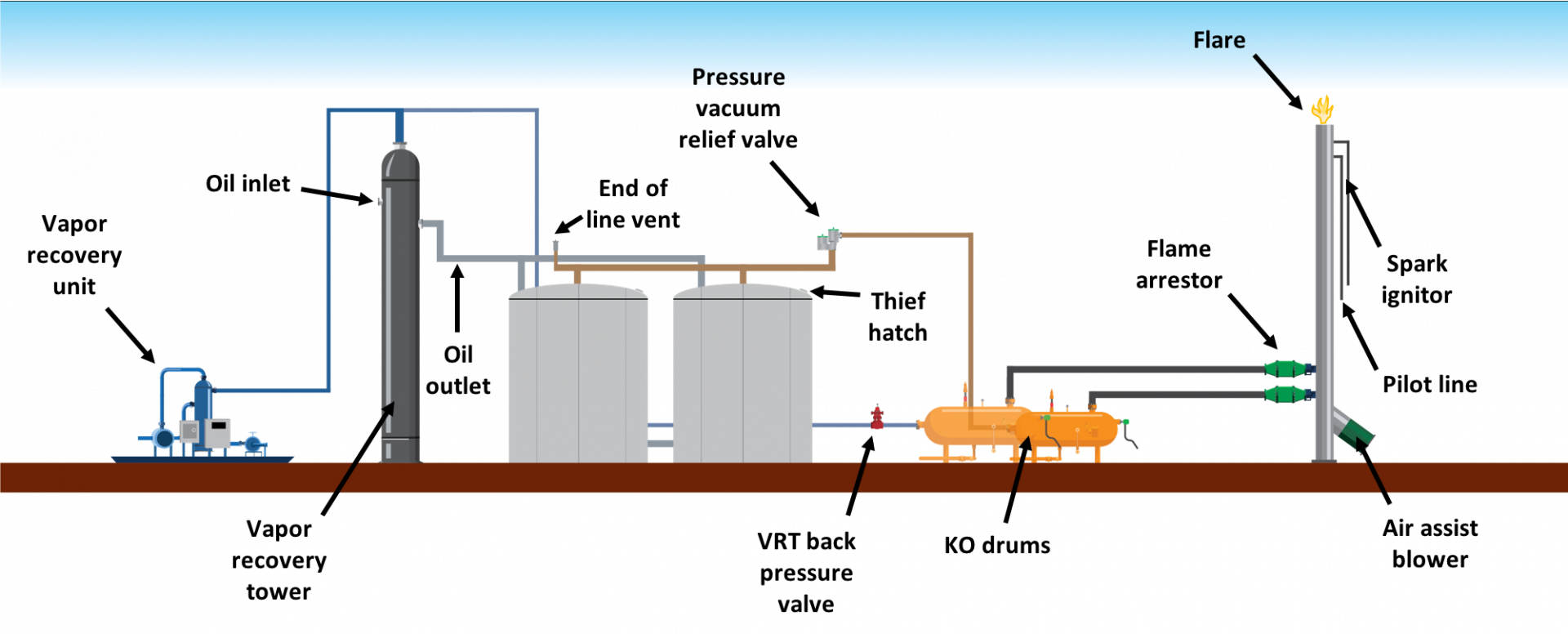
We understand that the facility is not the most exciting part of production ops. People generally are a lot more curious about what happens downhole. However, just understanding the artificial lift isn’t enough. Operators, engineers, and managers all need to know how everything in the facility works. With the increased focus on environmental compliance, optimizing the emissions control system is critical to keeping all the wells flowing and to putting the most oil in the tanks.
From the results we’ve compiled of operators, techs, and engineers who have taken our lease operator training program, we see that our users score lowest on the emissions control equipment in the facility. Read below to see how all these components work together to keep the facility emissions-free.